News
Medical Parts are Redefining Swiss-Type Machining
 Roberts Swiss' capabilities were featured on the
Roberts Swiss' capabilities were featured on the
cover of Production Machining, February 2013
"Medical Parts are Changing Swiss Applications"
Machining for medical devices is changing
what constitutes a Swiss-type part.
Article From: February 2013 Production Machining, by Todd Schuett , Creative Technology Corp, Contributing Writer.
Swiss-type machining is evolving well beyond what its original developers could ever have imagined, and no end is in sight. Continuous innovation adds more machining stations or tool posts and more axes of motion.
Click here to view accompanying video in a new window.
More powerful controls on CNC machines enable simultaneous machining by various tools on each part and eliminates servo lag, which helps reduce cycle time and improve throughput. Moreover, synchronized subspindles allow machining on the back end of parts, leaving no surface inaccessible.
Swiss-type machines were developed for making high precision, long, slender parts essential to the renowned Swiss watch and clock industry. Swiss-type’s distinct advantage is its unique support of the workpiece—a guide bushing. Material is held in the main spindle and advanced through the guide bushing, only exposing the portion being machined from the bushing.
This concept of supporting the material in a bushing and advancing the material through it is the very essence of Swiss-type machining. Supporting the material very near the cutting tool virtually eliminates chatter by eliminating deflection.
 The sides of the part are rough and finish milled by end milling using a 0.25-inch diameter, six-flute end mill.That same support from the bushing, along with single-setup simplicity also eliminates runout. For longer parts, a subspindle can also grip the finished front of the part to support it as the part extends further through the bushing. The net result is higher productivity and accuracy at once—a win-win for the manufacturer and the customer.
The sides of the part are rough and finish milled by end milling using a 0.25-inch diameter, six-flute end mill.That same support from the bushing, along with single-setup simplicity also eliminates runout. For longer parts, a subspindle can also grip the finished front of the part to support it as the part extends further through the bushing. The net result is higher productivity and accuracy at once—a win-win for the manufacturer and the customer.
All Swiss, All the Time
The Roberts Swiss staff in Itasca, Ill., describes the company as “all Swiss all the time.” The point is that Swiss-type machining isn’t just a part of what the company does, it’s all it does. They make parts from 0.008-inch to 1.5-inch diameter, from 0.03 inch to 24 inch in length. With rare exception, all parts are made complete in one Swiss-type operation with no secondary operations. Machining difficult parts for the medical industry is a key to the company’s success. Interestingly, many of these parts seem to defy the traditional definition of a Swiss-type part.
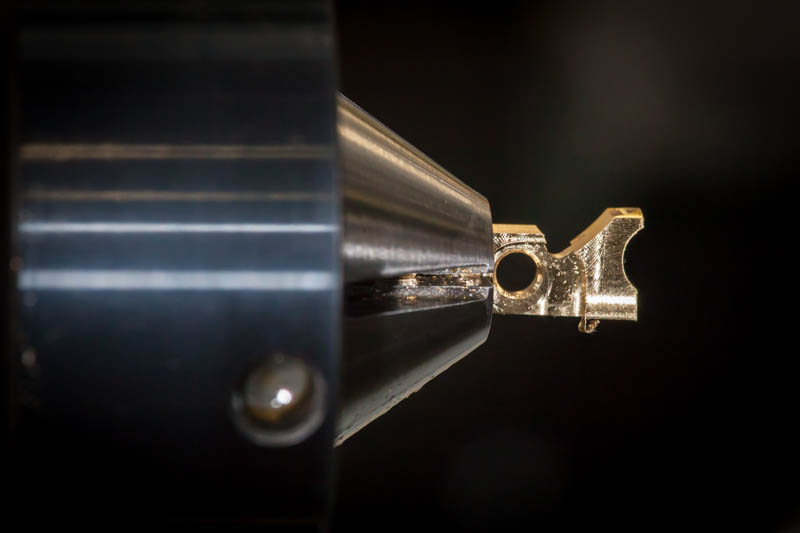
 The contoured shape is side-milled using a 0.040 inch end mill. This generates the tight 0.020-inch corner radii. Note that the barstock has been drawn back into the bushing to keep unsupported part extension to a minimum.“Specializing in Swiss has great advantages for us,” says V.P. Fernando Ortiz Jr. “Anyone can buy a Swiss-type machine tool, but knowing and understanding their idiosyncrasies and capabilities comes with years of experience. With a 60-year track record and a depth of tremendous employee expertise, we see things differently. Still, we don’t only train and nurture our own future leaders. We also like to hire from outside the company to bring in a fresh perspective. We know that as experts, we need to constantly challenge ourselves and be open to other ideas in order to grow.”
The contoured shape is side-milled using a 0.040 inch end mill. This generates the tight 0.020-inch corner radii. Note that the barstock has been drawn back into the bushing to keep unsupported part extension to a minimum.“Specializing in Swiss has great advantages for us,” says V.P. Fernando Ortiz Jr. “Anyone can buy a Swiss-type machine tool, but knowing and understanding their idiosyncrasies and capabilities comes with years of experience. With a 60-year track record and a depth of tremendous employee expertise, we see things differently. Still, we don’t only train and nurture our own future leaders. We also like to hire from outside the company to bring in a fresh perspective. We know that as experts, we need to constantly challenge ourselves and be open to other ideas in order to grow.”
Routine investment in new capabilities is a big part of Roberts’ growth. Today it runs more than 85 Swiss-type machines, including 30 CNC Swiss-types. Amongst the CNC machines, there is a variety of capabilities, all geared to having the right machine for every job. Bar capacities range to 1.5 inches (38 mm) and all machines have magazine-type bar feeds. Also, all have subspindles and multi-axis capability, up to 12 controlled motion axes.
Swiss Parts—Really?
As we toured the shop floor, Mr. Ortiz showed us several boxes of parts, seemingly endless examples of parts they’ve machined throughout the company’s 60 years. Many were simple pins, which is how Roberts got its start, machining phonograph needles. However, some only looked simple until scrutinized, revealing subtle contours and details that could be trickier to manufacture. Oddly, a few parts stuck out that were obviously not Swiss.
Actually all of the parts Mr. Ortiz was showing us really were made on Swiss machines, and some of them, for complex medical devices, were simply not what one would consider coming from a Swiss machine. Many looked more like they should come from a machining center. However, as Mr. Ortiz explained, the multitasking capabilities of today’s CNC Swiss machine technology blur the lines between some machine tool operations.
“If a part fits on a Swiss-type, why not run it there?” says John Makris Sr., president of Roberts Swiss. “With all the innovation over the past 20 years, there’s little a Swiss-type can’t do, and they have several distinctive advantages. First and most important, we don’t need to handle parts for secondary operations.”
 The finished part extends from the bushing, waiting for engagement of the subspindle’s collet for back working operations.Mr. Makris continues, “Secondary operations are costly. The fastest and most advanced automatic part handling systems are custom designed and cost big money to buy and maintain. It’s even worse if the parts require handling by humans. Why handle parts more than once if we can do them right the first time in one setup?”
The finished part extends from the bushing, waiting for engagement of the subspindle’s collet for back working operations.Mr. Makris continues, “Secondary operations are costly. The fastest and most advanced automatic part handling systems are custom designed and cost big money to buy and maintain. It’s even worse if the parts require handling by humans. Why handle parts more than once if we can do them right the first time in one setup?”
The lack of custom fixturing is another huge benefit of Swiss-type. Fixturing amounts to a collet and a guide bushing. Collets and guide bushings are a relatively low-cost fixturing method, such as a universal workholder, within operating their range. Again, the rigidity this simple system affords the process is impressive.
The bushing concept is at the heart of another great advantage—the inherent accuracy of Swiss-types. The unique guide bushing design means that everything is concentric because of the support and synchronization of a collet and guide bushing. Swiss-type concentricity is typically ±0.0001 inch.
In many cases today, these machines actually use two collets. The second is for the subspindle. That collet might be a standard size or might be a custom shape for the finished front-end of the part. This ability to hold the part by the front end after it’s done means the machining process can continue machining on the back side, with positive alignment with the front-end, and with no handling. With live tooling that can drill or mill on the front or back end of the part from any angle in space, access to virtually all possible surfaces is provided.
Machining the Part
“The programmer’s imagination is the only limitation,” says Mr. Ortiz. To make the point, he asked second shift CNC supervisor, John Jones, to make a demonstration part with features similar to one of the parts that obviously was not for a traditional Swiss-type machine.
 The part’s back-end shape is milled with 0.25-inch end mills as the part is cut off from the main spindle. The part is complete, ready for the unloader and tumbling.The material is brass and the part is 0.275 inch wide by 0.125 inch thick and less than an inch long. Rather than use rectangular stock, Mr. Jones ran the part form 0.375 inch diameter round stock. “Round stock is cheaper and much more readily available than shapes” Mr. Jones says. “Overall, machine time is the most expensive ingredient in manufacturing the parts. If you’re thinking about the amount of material, remember: We get paid for recycling the chips, too. There is also some additional rigidity when cutting oversized barstock.”
The part’s back-end shape is milled with 0.25-inch end mills as the part is cut off from the main spindle. The part is complete, ready for the unloader and tumbling.The material is brass and the part is 0.275 inch wide by 0.125 inch thick and less than an inch long. Rather than use rectangular stock, Mr. Jones ran the part form 0.375 inch diameter round stock. “Round stock is cheaper and much more readily available than shapes” Mr. Jones says. “Overall, machine time is the most expensive ingredient in manufacturing the parts. If you’re thinking about the amount of material, remember: We get paid for recycling the chips, too. There is also some additional rigidity when cutting oversized barstock.”
Being a rectangular part, one might expect to see milling for the first operation. For this part, facing and then turning the OD were the first operations. “We use turning wherever practical to remove material as quickly as possible,” Mr. Jones says. “We leave finishing stock for the milling operations, but get rid of as much as we can by virtue of the speed and economy of turning.”
Once the milling started, a 0.25-inch end mill made quick work of making the flat sides. The end of the mill was used first to rough down the length and then go back and put a nice finish on the surfaces. The final dimension is tight, 0.125/0.124 inch. With that tight of a tolerance, it might seem that part deflection could degrade the accuracy, but this was a great example of the rigidity the guide bushing support system offers.
The next operation was use of a side milling tool to contour the part with a little 0.040 inch diameter end mill, the full part thickness of 0.125 inch. One might expect to see a number of end mills to achieve this operation, but a single cutter was able to make quick work of it. In one area, of the workpiece, the end mill was buried with 180-degree engagement milling a notch in the shape, but the 0.020 inch corner radius was neatly generated in one quick operation.
Hole drilling and chamfers finished the part geometry in normal fashion in the main spindle. Next, the subspindle moved in and grabbed the front-end of the part, and with both ends engaged and fully supported, a large 0.25-inch end mill cut the back-end shape while simultaneously cutting off the part from the barstock. In just minutes, a complex, little part, that would otherwise have required numerous operations on a conventional machining center, was automatically made in one setup.
The moral of the story is that Swiss-type turning isn’t only for parts that are predominantly round. This part had nothing round on it other than the holes through it, yet inside of a few minutes, Roberts Swiss clearly demonstrated their mantra of “All Swiss, All the Time.”